Разделы сайта
- Главная
- Исследования и анализ современных технологий
- IP-телефония
- Антенно-фидерные устройства
- Виртуальное построение рабочей локальной сети
- Влияние электромагнитного поля на подземную проволочную антенну
- Микрополосковая антенная решетка
- Система экологического мониторинга вредных газовых выбросов
- Организация процесса производства цифрового телевиденья
Характеристики системы управления вырезного проволочного станка AC Classic V2
В целом вырезной проволочный станок AC Classic V2 состоит из следующих основных узлов (рисунок 1.3):
- импульсный генератор;
- система перемотки проволоки;
- рабочая зона;
- бункер для отработанной проволоки;
- управление осями;
- электропитание;
- ЧПУ;
- диэлектрический агрегат;
- пульт ручного управления;
- консоль;
- ёмкость для диэлектрика;
- дисковод для компакт-дисков + дисковод для дискет.
Управление станком производится с помощью двух узлов - пульта ручного управления и консоли оператора.
Система управления станком содержит специализированный программный пакет, с помощью которого настраиваться и эксплуатируется станок.
Система управления имеет следующие характеристики:
. Управление и ввод данных:
выносной пульт для управления осями X/Y/U/V/Z, рабочими функциями привода проволоки, рабочего резервуара и измерительных циклов с ЖКИ индикатором и электронным маховиком;
консоль оператора AGIEJOGGER 15"Yдюймовый цветной ЖКИ дисплей, клавиатура, мышь, CD, FDD;
интегрированный интерфейс оператора AGIEVISION объектно-ориентированный интерфейс «оператор-машина»;
операционная система Windows XP;
многопроцессорный режим работы;
CPU (процессоры) Pentium M 1.1 GG для ЧПУ и интерфейса оператора;
сервоуправляемые оси X/Y/Z/U/V;
дополнительная сервоуправляемая ось A;
абсолютный и относительный формат команд;
наименьший программируемый шаг 0.1мкр;
максимальный офсет 6 мм.
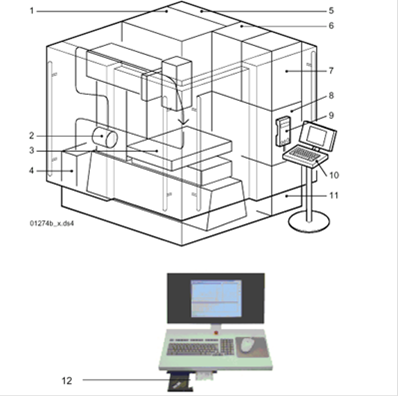
Рисунок 1.3 - Основные узлы вырезного проволочного станка AC Classic V2
. Модули и функции:
упрощенное создание программ обработки EASYWORK;
измерительные циклы для автоматического определения положения заготовки AGIESETUP 2D;
измерительные циклы для автоматического определения плоскости и положения заготовки AGIESETUP 3D;
автоматический выбор технологии по заданным условиям обработки TECCUT;
получение специфических данных по обработке из систем CAD/CAM CAMLINK;
стандартные технологии обработки AUTOSEQUENCE;
пользовательские технологии обработки USERSEQUENCE;
возможность обработки срочных деталей во время выполнения основной программы PIECEINSERT;
DNC подключение по протоколам Xon/Xoff и LSV2DNC;
функция справки, пояснения с текстом и графикой HELP и Online-руководство;
моделирование обработки в 2D и 3D видах GRAFICHECK;
проверка вводимых данных FORMALCHECK и протоколирование вводимых данных;
простое создание шаблонов обработки WORKMODEL;
упрощенное выполнение команд EASYRUN;
автоматическое создание последовательности обработки для комплекта заготовок LOTTO;
перезаправка проволоки после обрыва, при неудачной попытке и перезапуск станка после сбоя в электропитании;
ёмкость памяти жёсткий диск 20 ГБайт, ОЗУ 512 MБайт;
интерфейсы 2 x RS232C, 1 x параллельный, 1 LAN (локальная сеть), 1 USB;
носители данных CD-ROM.
. Подключения:
номинальная мощность подключения 9.7 кВА;
сетевое напряжение 3 x 400 В;
Самое читаемое:
Базовые механизмы управления шагающим роботом
При движении в сложных условиях машины с шагающими движителями могут быть
более эффективными в сравнении с традиционными транспортными средствами.
Использование шагающего способа передвижения дает качественный рост ряда
основных показателей транспортных машин по сравнению с колесными и гусеничными
движителями. Имеют место принципиал ...