Разделы сайта
- Главная
- Исследования и анализ современных технологий
- IP-телефония
- Антенно-фидерные устройства
- Виртуальное построение рабочей локальной сети
- Влияние электромагнитного поля на подземную проволочную антенну
- Микрополосковая антенная решетка
- Система экологического мониторинга вредных газовых выбросов
- Организация процесса производства цифрового телевиденья
Конструктивные и технологические особенностиагрегата доводки стали в ковше
Широкое применение для продувки металла в ковше получили огнеупорные пористые пробки. Они изготавливаются из крупнозернистого материала под низким давлением прессования и подвергаются специальному отжигу. Высокой газопроницаемостью и удовлетворительными свойствами обладают пробки из спеченного муллита (70% Аl2О3) и магнезита (95% MgO); стойкость пробок до 15-20 плавок.
Пористая пробка в форме усеченного конуса монтируется в днище ковша изнутри или снаружи. При замене пробки более простым является монтаж снаружи, но при этом способе несколько усложняется устройство для усиления днища и жесткости установки.
По сравнению с ложными стопорами пористые пробки имеют то преимущество, что при проникновении через них газа он поступает в жидкий металл в виде мелких пузырьков. Это обеспечивает большую поверхность контакта металл - инертный газ и, соответственно, большую скорость перехода компонентов между этими фазами. Интенсивность массообменных процессов увеличивается с применением не одной пористой пробки в центре днища, а нескольких (обычно 3-4), расположенных на середине радиуса днища ковша.
Применяется также способ продувки инертным газом через пористые швы в днище ковша. На некоторых отечественных заводах продувку ведут через пористые швы, расположенные в виде кольца в кладке днища со средним радиусом, равным 0,7 радиуса ковша. Кольцо образовано уложенными в слое футеровки сифонными кирпичами. Газ, выходя из стыков сифонной проводки, проходит через пористые газопроницаемые швы кладки днища и в виде кольцевого пояса пузырьков пронизывает металл. Основная масса пор в швах имеет размер 0,3-1 мм, что позволяет получать пузырьки газа минимальных размеров, увеличивающие поверхность контакта металл - шлак.
На отечественных заводах также применяют продувку инертным газом через шиберный затвор. Этот способ отличается простотой устройства и отсутствием необходимости специальных переделок в футеровке ковша. При установке разливочного стакана в гнездо ковша в него вводят трубку для продувки аргоном (рис. 15) и засыпают стакан и верхнюю приемную часть гнезда ковша магнезитовой крошкой. С начала выпуска стали в ковш начинают продувку аргоном, который в первый же момент пробивает ход в подсыпке, образуя своеобразное "сопло". Через это сопло и ведется продувка. После окончания продувки концевую часть трубки, пошатывая, вынимают из стакана и затвора, и ковш с металлом готов к разливке. При открытии шиберного затвора подсыпка высыпается, освобождая проход для стали. Если подсыпка сама не высыпается, ее прожигают кислородом.
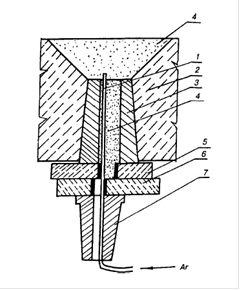
Рисунок 2.2 - Устройство для продувки жидкой стали в ковше инертным газом
1 - трубка; 2 - гнездо ковша; 3 - стакан; 4 - подсыпка; 5 - верхняя плита затвора; 6 - нижняя плита затвора; 7 - коллектор
Продувка аргоном через трубку, установленную в шиберном затворе, имеет преимущество по сравнению с другими способами продувки, поскольку при одинаковом расходе газа она обеспечивает большую мощность перемешивания вследствие большей кинетической энергии поступающей в жидкий металл газовой струи. Это обусловлено тем, что при подводе через трубку нет таких больших потерь напора, как при подводе через пористые пробки. При продувке через стопор эти потери также невелики, но кинетическая энергия газа теряется вследствие того, что движение его направлено вниз, т.е. против последующего затем всплывания. По сравнению с продувкой через ложный стопор продувка через шиберный затвор имеет и то преимущество, что интенсивное движение над местом поступления газа в металл не вызывает размывания огнеупорных материалов (футеровки стопора).
Корректировать температуру стали можно:
Продувка аргоном;
Продувка аргоном с металлической «сечкой»;
Опускание сляба в сталь (более чем на 10°С)
Расчет снижения температур:
при вводе 200 кг «сечки» - 1°С;
при погружении сляба в металл на глубину не менее 2,5 м в первые 5-6 минут выдержки - от 5 до 3°С в минуту;
при выдержке сляба в металле после 5-6 минут - от 3 до 2°С в минуту.
После окончания ввода в ковш охлаждающих присадок («сечка», сляб) происходит корректировка химического состава и микролегирование металла. Используемые материалы:
а) ферромарганец среднеуглеродистый, ферромарганец высокоуглеродистый, марганец металлический;
б) ферросилиций;
в) ферросиликомарганец;
г) феррохром среднеуглеродистой или ферросиликохром;
д) феррованадий;
е) ферромолибден;
ж) ферротитан;
з) ферросиликованадий;
и) феррониобий и ферросиликониобий и ферробор;
л) медь;
м) никель первичный;
н) алюминий чушковый первичный и алюминий вторичный;
о) графит;
п) термоантрацит;
р) алюминиевая катанка
Расход добавок определяется при получении пробы после усреднительной продувки.
Массу металлической «сечки», которую необходимо ввести в ковш для охлаждения металла до заданной температуры, уменьшают на расчетную массу вводимых в ковш ферросплавов.
Самое читаемое:
Многоканальные системы передачи
ним относятся: возможность передачи всех видов аналоговых
и дискретных сигналов; простое объединение, разделение и транзит передаваемых
сигналов; возможность взаимодействия ЦСП с аналоговыми системами, высокая
помехоустойчивость; малая зависимость качества передачи от длины линии связи;
стабильность параметров каналов ЦСП; высокие техни ...