Разделы сайта
- Главная
- Исследования и анализ современных технологий
- IP-телефония
- Антенно-фидерные устройства
- Виртуальное построение рабочей локальной сети
- Влияние электромагнитного поля на подземную проволочную антенну
- Микрополосковая антенная решетка
- Система экологического мониторинга вредных газовых выбросов
- Организация процесса производства цифрового телевиденья
Технологические процессы изготовления ПП
Миниатюризация ЭА, применение высокоинтегрированной и быстродействующей элементной базы приводят к повышению плотности проводящего рисунка схемы, что вызывает ряд конструктивно-технологических трудностей при изготовлении ПП. Многообразие требований к ПП, а также широкие возможности выбора конструкционных материалов привели к появлению большого числа конструктивно-технологических вариантов ПП и технологических процессов (ТП) их изготовления. От выбора метода изготовления зависят геометрические параметры, точность размеров проводящего рисунка и электрические характеристики, точность расположения проводников и степень влияния их друг на друга и т.д. Поэтому при выборе ТП изготовления ПП необходимо обратить внимание на конструкцию ПП; класс точности ПП (ширину проводников и расстояние между ними и допуск); способ получения и конструкцию проводника (способ получения токоведущих и защитных покрытий); способ получения рисунка схемы (сеточно-графический или фотохимический); возможности методов изготовления; применяемые электролиты; применяемые на данном предприятии оборудование и методы изготовления ПП и т.д.
Разрабатываемая нами ПП, выполняется по 3 классу точности комбинированным позитивным методом. Данный метод включает в себя следующие этапы:
· Изготовление заготовок;
· сборку и прессование пакета, состоящего из отдельных слоёв, склеивающих прокладок между ними, экранов (при необходимости);
· сверление сквозных отверстий в спрессованном пакете;
· получение рисунка наружных слоёв и металлизацию сквозных отверстий.
Электрическая связь между слоями осуществляется при помощи отверстий, металлизированные стенки которых соединены с элементами печатного рисунка слоёв.
Этапы:
. Входной контроль и термостабилизация диэлектрика.
На данном этапе проводится проверка диэлектрика на наличие дефектов, соответствие требованиям ТЗ, ГОСТ и других документов. Также производится стабилизация температуры по всему объёму диэлектрика.
. Получение заготовок.
Для получения заготовок будем использовать резку, так как слоистые материалы довольно плохо штампуются. При резке применим гильотинные ножницы. Заготовки сделаны из материала гетинакс ГФ-2-35Г. Вначале производится резка фольгированного диэлектрика на полосы, причём скорость резания V=2…10 м/мин. Далее происходит нарезка полосы на отдельные заготовки со скоростью резания V=2…10 м/мин. После резки производится контрольная операция - проверка размера заготовок. Приведём также список рабочих приёмов при резании с помощью гильотинных ножниц (см. рис. 13):
· взять лист и установить по упору;
· включить ножницы;
· отрезать базовую сторону;
· продвинуть лист до упора;
· отрезать полосу;
· продвинуть лист до упора;
· отложить отход;
· проверить размер полосы.
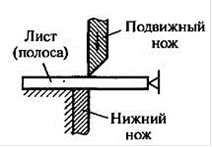
Рисунок 13 - Гильотинные ножницы (способ резки листа на полосы)
. Получение базовых и технологических отверстий.
Для их получения будем использовать метод сверления.
Сверление базовых и технологических отверстий производят последовательно по кондуктору на настольно-сверлильных станках в пакете из нескольких заготовок, толщина которого не более 11 мм. В качестве инструмента применяются твердосплавные спиральные свёрла различной конструкции. Рабочие приёмы при сверлении отверстий:
· подвести ПП под сверло;
· подвести сверло к ПП;
· сверлить;
· отвести сверло от ПП;
· отвести ПП из-под сверла.
При выборе способа получения заготовок, базовых и технологических отверстий необходимо обратить внимание на класс точности ПП, материал основания ПП и его толщину, применяемое на конкретном производстве оборудование и др. При равных условиях нужно выбрать способ, обеспечивающий наименьшую трудоёмкость и себестоимость.
. Получение переходных отверстий.
При изготовлении МПП четвёртого класса точности целесообразно применить метод лазерного сверления для получения переходных отверстий.
Сущность лазерного сверления заключается в воздействии излучения на обрабатываемую заготовку ПП, в результате которого происходит испарение или взрывное разрушение материала. Лазерное сверление отверстий в ПП применяется для получения: сквозных отверстий диаметром 40…50 мкм и более в фольгированных и нефольгированных заготовках ПП; глухих отверстий диаметром до 25 мкм, глубиной менее 50 мкм в слоях МПП в одностороннем фольгированном и нефольгированном диэлектрике.
Самое читаемое:
Генерирование случайных колебаний LC-автогенератором в жестком режиме возбуждения
автогенератор транзистор колебание
Современная
наука и техника широко пользуются незатухающими колебаниями. Более того, само
развитие радиосвязи, электроакустики, телевидения и многих других отделов новой
техники стало возможным только после открытия и изучения систем, могущих
генерировать незатухающие колебания за счёт источ ...