Разделы сайта
- Главная
- Исследования и анализ современных технологий
- IP-телефония
- Антенно-фидерные устройства
- Виртуальное построение рабочей локальной сети
- Влияние электромагнитного поля на подземную проволочную антенну
- Микрополосковая антенная решетка
- Система экологического мониторинга вредных газовых выбросов
- Организация процесса производства цифрового телевиденья
Подготовка и осуществления монтажа
Измерить с помощью штангенциркуля или рулетки расстояния СС’, ДД’, СД, С’Д’ и проверить выполнение условий:
|CC’| = |ДД’| = Dн, (1)
|СД| = |C’Д’|, (2)
|ДC’| = |СД’| = Снср/2 (3)
Если условия (1),(2),(3) не выполняются - разметку повторить. Произвести разметку овалов, в соответствии с рисунком 13, совместив при этом центр О и ось ЕГ лекала с точкой С(Д) и линией разметки СС’(ДД’).
Допускается производить разметку мест приварки держателей при помощи трафарета, с размеченными заранее точками в зависимости от номинального (условного диаметра).
вырезать отверстия в трубопроводе в местах разметки овалов. Обработать их - зачистить кромки, удалить окалину, снять заусенцы, особенно с внутренней стороны трубопровода.
приварку держателей ПЭП на трубопровод производить с помощью приспособления для сварки (штанга монтажная с гайками и шайбами), в соответствии с рисунком 14, которое обеспечивает требуемое взаимное расположение держателей относительно друг друга. Штанга изготавливается из углеродистой стали и должна быть ровной и отшлифованной. Производить работы с изогнутой штангой не допускается. Длина штанги зависит от диаметра трубопровода и угла врезки датчиков. Конкретная ее длина выбирается из таблицы 6.
Таблица 6
|
Условный диаметр трубопровода, мм |
Длина направляющей штанги, мм |
|
250 |
750 |
|
300 |
820 |
|
400 |
960 |
|
500 |
1100 |
|
600 |
1240 |
|
700 |
1430 |
|
800 |
1550 |
|
1000 |
1780 |
|
1600 |
2600 |
Рекомендуется доработать опорную поверхность держателей ПЭП в соответствии с образующей поверхностью трубопровода, на котором будет произведен монтаж. Для более точной приварки держателей на их наружную цилиндрическую поверхность нанести осевые риски, соответствующие точкам пересечения большой и малой осей эллипса. Установить держатели на штангу, совместив нанесенные риски на держателе с линиями разметки трубопровода АС, СС’ и ВД, ДД’, и закрепить их гайкой.
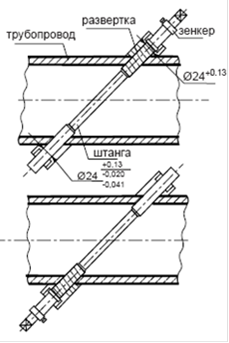
Рисунок 15. Схема доработки отверстий
Прихватить сваркой держатель в точке Е. Провернуть штангу вокруг своей оси, откорректировать угол наклона штанги. Прихватить сваркой другой держатель в точке Е’. Далее процесс поочередной прихватки каждого держателя произвести в четырех диаметрально-противоположных точках (крестообразно). После прихватки в каждой точке делать паузу для остывания металла в местах сварки. Повторить такую операцию на каждом держателе в промежуточных диаметрально-противоположных четырех точках, делая выдержку с целью остывания металла.
Самое читаемое:
Анализ прохождения детерминированного сигнала через линейную цепь с постоянными параметрами
Нахождение
корреляционной функции для входного сигнала, сдвинутого на на
интервале
При
обработке сигналов часто приходится сравнивать сигнал со смещёнными во времени
копиями этого сигнала, а также другими сигналами. О степени связи сигнала со
смещёнными копиями можно судить по корреляционным функциям. Для вещественного
сигнал ...